联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
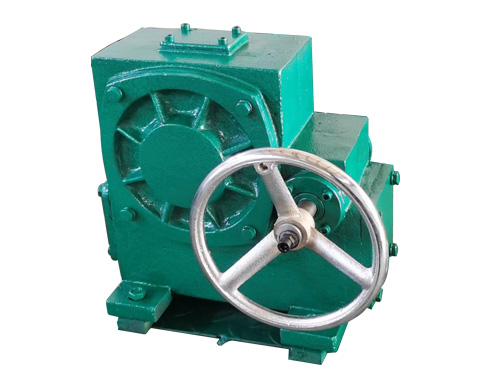
为了使LCW减速机使用的时间愈长期,正确安装LCW减速机的步骤要掌握好,一个好的安装方式不仅让我们长期的使用LCW减速机。
1、安装前确认电机和LCW减速机是否完好无损,并且严格检查电机与LCW减速机相连接的各部位尺寸是否匹配,这里是电机的定位凸台、输入轴与LCW减速机凹槽等尺寸及配合公差。
2、按规定的安装装置确定工作人员能方便地靠近油标,通气塞、排油塞。安装就位后,应按次序全部检查安装位置的准确性,各紧固件压紧的性,安装后应能灵活转动。
3、旋下LCW减速机法兰外侧防尘孔上的螺钉,调整PCS系统夹紧环使其侧孔与防尘孔对齐,插入内六角旋紧。之后,取走电机轴键。
4、将电机与LCW减速机自然连接。连接时要确定LCW减速机输出轴与电机输入轴同心度一致,且二者外侧法兰平行。如同心度不一致,会导致电机轴折断或LCW减速机齿轮磨损。
5、LCW减速机采用油池飞溅润滑,在运行前用户需将通气孔的螺塞取下,换上通气塞。
另外,在安装时,严禁用铁锤等击打,防止轴向力或径向力过大损坏轴承或齿轮。改成要将安装螺栓旋紧之后再旋紧紧力螺栓。
LCW减速机试运转配套设施电动机与轴座的连接、轴座与化工设备的连接左右两半连轴器的安裝及校准等皆略。依据LCW减速机具体需要,按表二挑选正确的配套设施电动机,转LCW减速机速规定需配好电动机与涡杆上的三角皮带轮,固定不动电动机纠正部位,随后依据具体核心距测算三角皮带的长短。
LCW减速机安裝时不可以太松或过紧,过松会增加输出功率耗损,减少传动系统快率。太紧则有可能使胶布发烫,使零件受抗拉力而形变。三角带松紧的调节,可以根据电动机底版下降地脚螺栓的调节来完成。
拧开加油塞,LCW减速机箱人体内引入汽油或柴油清理人体内部结构,旋对外开放油塞将油释放再装进汽车机油,自下部视查油量,以泡过蜗轮蜗杆齿的一半为规范。自油杯处压进经得起高温润滑脂。查验全部拧紧地脚螺栓有没有脱落状况,查验蜗轮蜗杆轴与拌和轴的通心度,查验壳体下边是不是渗油,查验电动机的布线是不是合乎电动机标识牌所显示,查验排气口是不是顺畅,随后拧紧保护罩开展试运行运行。LCW减速机运作中留意电压表的读值,并留意有没有不全部正常的响声,如异常立刻停车检查。
LCW减速机箱体是LCW减速机中结构和受力复杂的零件,目前尚无完整的理论设计方法,因此都是在达到强度、刚度的前提下,同时考虑结构紧凑、制造方便、重量轻及使用等方面的要求,作经验设计。
LCW减速机箱体大多采用剖分式结构,剖分面一般通过轴心线,以便于轴系部件的安装和拆卸,对于轻型齿轮LCW减速机、蜗杆LCW减速机和行星齿轮LCW减速机,常采用整体式LCW减速机箱体,其尺寸紧凑,重量较轻,易于确定轴承与座孔的配合性质,但装拆和调整不如剖分式LCW减速机箱体方便。
为确定密封性,箱座和箱盖应紧密贴合,因此连接凸缘应具有足够的宽度,剖分面应经过精刨和研刮,连接螺栓间距不可以过大。有时在剖分面上制出回油沟,使渗出的油可沿斜槽流回箱内。
LCW减速机箱体一般用铸铁制造。对于重型LCW减速机,也有用球墨铸铁或铸钢制造的,在单体生产中,也可用钢板焊接而成。焊接LCW减速机箱体比铸造LCW减速机箱体轻,生产周期短,但要求较不错的焊接技术。